Metal additive manufacturing — whether DMLS, SLM, or binder jetting — gives engineers extraordinary design freedom. However, as-built metal parts rarely meet the surface quality requirements of end-use applications straight out of the machine. Therefore, understanding surface finishing options is not optional. It is a core part of the manufacturing process.
This guide covers the most common finishing techniques for metal 3D-printed parts, their technical trade-offs, and how to choose the right approach for your application.
Why Surface Finish Matters in Metal AM
Surface roughness in metal 3D printing is an inherent consequence of the layer-by-layer build process. As-built SLM and DMLS parts typically exhibit surface roughness values in the range of Ra 6–20 µm, depending on laser parameters, layer thickness, and part orientation. For context, machined steel surfaces commonly achieve Ra values below 1.6 µm, and bearing or sealing surfaces often require Ra values below 0.8 µm.
This gap has real consequences. Poor surface finish affects multiple performance dimensions simultaneously:
– Fatigue life: Surface roughness creates micro-notches that act as stress concentrators, significantly reducing fatigue strength under cyclic loading
– Wear resistance: Rough surfaces accelerate wear in contact applications such as gears, bushings, and sliding components
– Fluid dynamics and sealing: Internal channels or sealing faces with excessive roughness compromise flow performance and leak-tightness
– Corrosion resistance: Surface porosity and irregular topography create sites for corrosion initiation, particularly in stainless steel and titanium parts
– Aesthetics and assembly: Customer-facing components and mating surfaces require consistent, controllable finish quality
Furthermore, surface finish requirements differ significantly by industry. Aerospace structural parts may accept Ra 3.2 µm after basic post-processing, whereas medical implants and fluid handling components demand Ra values well below 0.8 µm.
Mechanical Finishing Techniques
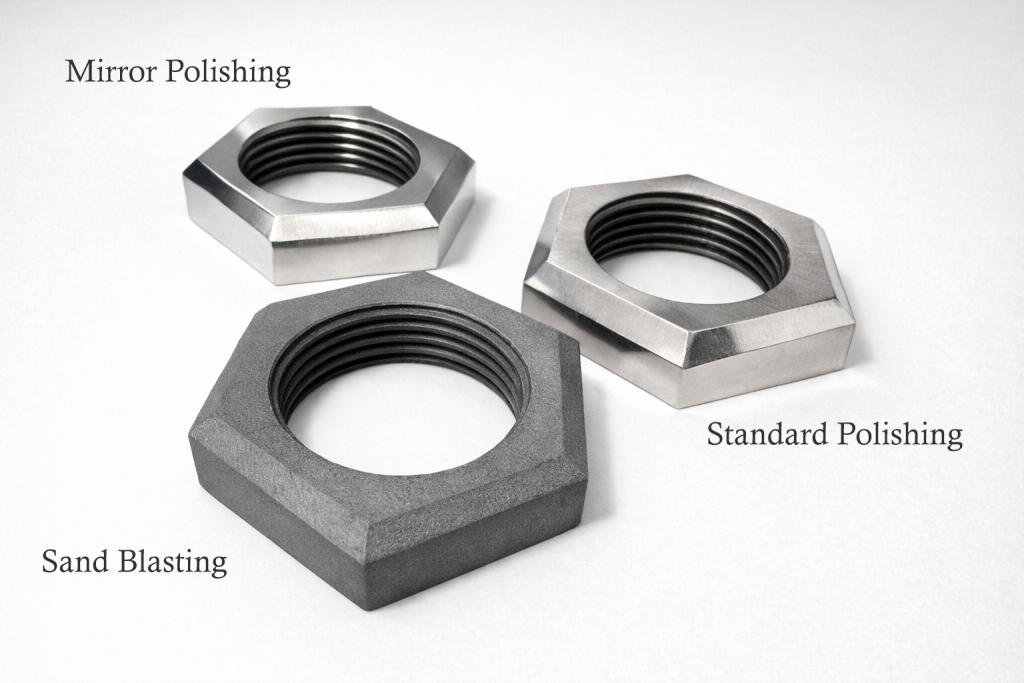
Sand Blasting
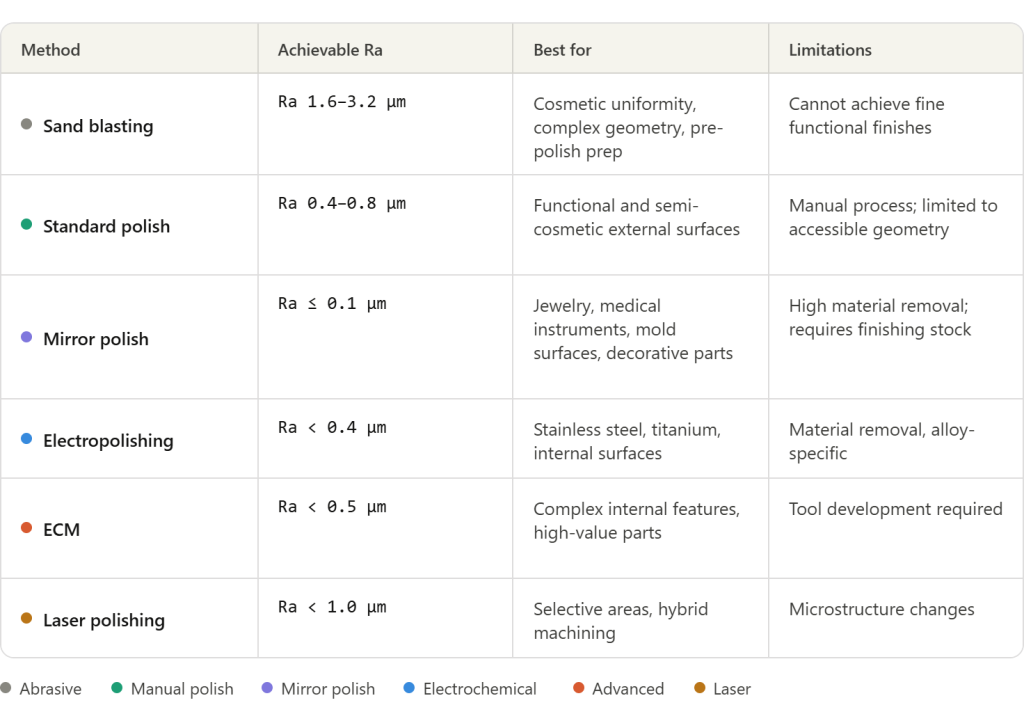
Sand blasting is typically the first finishing step applied to metal 3D-printed parts. The process directs a high-velocity stream of abrasive media at the part surface, removing partially sintered powder particles, breaking down the coarse as-built texture, and creating a uniform matte appearance across the entire part.
For metal AM parts, sand blasting is particularly effective at addressing the directional surface texture left by the laser scanning pattern. Additionally, it is well suited for complex geometries, since the blasting media can reach recessed features and undercuts that manual finishing tools cannot access. In many cases, sand blasting also serves as a preparation step before polishing, ensuring the starting surface is consistent and free of loose contamination.
Trade-offs: Sand blasting reduces roughness but does not eliminate it. It is not appropriate for tight-tolerance features or functional surfaces requiring a fine finish. Overly aggressive blasting pressure can remove excess material or distort thin-walled sections.
Standard Polish
Standard polishing is a manual process that uses progressively finer abrasive grits to systematically reduce surface roughness beyond what sand blasting alone can achieve. Starting with coarser grits to remove macro-level irregularities, the process works down through finer grades until a consistent, smooth surface is achieved across the part.
Standard polish is suitable for most functional and semi-cosmetic applications. It produces a surface roughness typically in the range of Ra 0.4–0.8 µm, which meets the requirements of a wide range of industrial applications including general mechanical components, structural brackets, and non-critical mating surfaces.
Because all polishing at Hyperlab3D is performed by hand, the process is well suited to the complex geometries that metal AM enables — curved surfaces, organic forms, and intricate external features that automated finishing equipment cannot handle effectively.
Trade-offs: Manual polishing is time-intensive and requires skilled operators to maintain consistency across the part. It introduces material removal, which must be accounted for in the original part design through appropriate finishing stock.
Mirror Polish
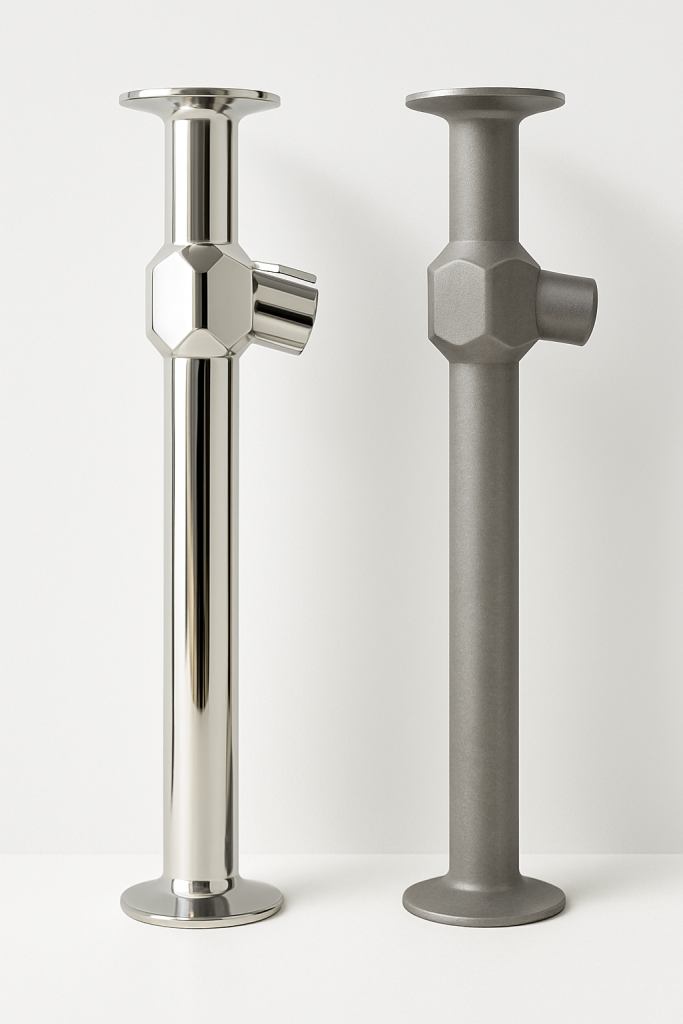
Mirror polishing is the most demanding finishing process applied to metal 3D-printed parts. It extends the manual polishing process through additional stages using progressively finer abrasives and polishing compounds, ultimately achieving a highly reflective, near-mirror surface. Industry standards define a true mirror finish as Ra ≤ 0.1 µm, with the highest-grade super mirror finishes reaching Ra < 0.05 µm.
Mirror polish is specified for applications where appearance is critical — such as jewelry, consumer-facing components, and decorative hardware — as well as for functional applications where an extremely smooth surface is required, including medical instruments, mold tooling surfaces, and fluid contact surfaces where cleanability and bacterial resistance are priorities.
Because mirror polishing removes a significantly greater amount of material compared to standard polishing, adequate finishing stock must be built into the part design from the outset. Parts printed at nominal wall thickness will end up undersized after mirror polishing and will therefore not conform to drawing requirements. At Hyperlab3D, we account for this material removal at the design and print preparation stage, ensuring that the finished part meets the original dimensional specification precisely.
Trade-offs: Mirror polishing is the most labor-intensive and time-consuming finishing option. It is best suited for external surfaces with sufficient access for polishing tools. Internal channels, lattice structures, and deep recesses cannot typically be brought to a mirror finish through manual methods.
Chemical and Electrochemical Finishing
Electrochemical Polishing (Electropolishing)
Electropolishing uses an electrolytic process to selectively dissolve surface material from metal parts, preferentially removing peaks over valleys and thereby reducing surface roughness. It is particularly effective on stainless steel, titanium, and cobalt chrome — the core material families used in medical and aerospace AM applications.
One of the key advantages of electropolishing for metal AM parts is its ability to reach internal surfaces and complex channels that mechanical methods cannot access. This makes it highly relevant for hydraulic manifolds, heat exchangers, and fluid-handling components produced by additive manufacturing where internal surface quality directly affects performance.
After electropolishing, metal AM parts can achieve Ra values below 0.4 µm in many cases, and the process also improves corrosion resistance by removing surface contamination and creating a passive oxide layer on stainless steel and titanium surfaces.
Trade-offs: Electropolishing removes material uniformly, which means tight-tolerance features must be designed with additional stock. The process is also chemistry-specific — different electrolytes are required for stainless steel versus titanium, and not all alloys are equally suitable.
Electrochemical Machining (ECM)
Electrochemical machining extends the principles of electropolishing into a more controlled, precision finishing process. ECM uses a shaped electrode and a flowing electrolyte to remove material from the workpiece through anodic dissolution, without mechanical contact or heat generation. This makes it particularly well suited for metal AM parts with complex internal features, where traditional abrasive methods are ineffective.
As-built metal AM surfaces from electron beam melting can exceed Ra 20 µm. Pulsed ECM processes have demonstrated the ability to reduce these surfaces to Ra values below 0.5 µm, even on difficult geometries. Furthermore, because ECM is a non-contact process, it does not introduce residual stresses, which is critical for fatigue-sensitive aerospace and medical applications.
Trade-offs: ECM requires specialized tooling and process development for each part geometry. It is therefore most cost-effective for production volumes or for high-value parts where performance requirements justify the investment.
Advanced and Automated Finishing
Centrifugal Disc Finishing and Vibratory Finishing
Vibratory and centrifugal disc finishing are automated batch processes that use abrasive media in a moving bowl or disc to simultaneously finish multiple parts. These processes are well established in traditional manufacturing and are increasingly being adapted for metal AM parts, particularly for small to medium-sized components.
Research from Delft University of Technology has highlighted an important consideration: while centrifugal disc finishing effectively reduces surface roughness, it also alters the geometry of finished parts — especially at edges, corners, and fine features. The magnitude of this effect depends on feature size, media type, and process duration. Therefore, designers must account for geometry change when specifying this process for dimensionally critical parts.
Trade-offs: Automated vibratory finishing offers good throughput and consistency for batch production. However, it provides limited control over individual features and is not appropriate for parts with very tight tolerances or delicate fine features.
Laser Polishing
Laser polishing uses a defocused laser beam to locally remelt the surface layer of a metal part, allowing surface tension forces to smooth out peaks and valleys as the material resolidifies. It is a non-contact, highly controllable process that can be applied selectively to specific surface regions without affecting the overall part geometry.
Laser polishing has demonstrated significant roughness reduction on titanium, stainless steel, and nickel alloys — materials that are common in aerospace and medical AM applications. Furthermore, it can be integrated into hybrid machine tools that combine additive and subtractive capabilities, enabling in-process surface finishing without removing the part from the build environment.
Trade-offs: Laser polishing can alter the microstructure of the remelted surface layer, which may affect mechanical properties. It is also relatively slow for large surface areas and requires careful parameter optimization to avoid introducing thermal distortion.
Choosing the Right Finishing Strategy
No single finishing technique is optimal for all metal AM applications. The right approach depends on a combination of factors.
Additionally, finishing processes are often combined in sequence. A typical production workflow for a metal AM part might involve sand blasting for uniform texture preparation, followed by standard or mirror polishing depending on the surface quality requirement. Each step serves a distinct purpose, and planning the sequence from the outset of the design process reduces both cost and rework.
Design Recommendations for Finishability
Surface finish is not only a post-processing decision — it starts at the design stage. Several design choices directly affect how easily and effectively a metal AM part can be finished.
Orient critical surfaces upward: In powder bed fusion processes, upward-facing surfaces are inherently smoother than downward-facing or side surfaces. Therefore, locating functional surfaces — bearing faces, sealing lands, mating interfaces — on upward-facing build orientations reduces the finishing burden.
Add finishing stock to tight-tolerance features: Any surface that will undergo material-removing finishing — polishing or abrasive blasting — should be designed with additional stock to ensure the finished part meets the original drawing dimensions. This is particularly critical for mirror polish, which removes considerably more material than standard polish. At Hyperlab3D, we account for this at the design and print preparation stage for every part requiring polishing. For example, a wall specified at 1.0 mm on the drawing will be printed with appropriate additional stock, then polished back to exactly 1.0 mm — fully conforming to the drawing requirement. Printing at nominal thickness and then polishing would result in an undersized wall that does not meet specification.
Avoid blind internal features that cannot be reached: If a finishing process is required on internal channels, the channel geometry must be compatible with that process. Electropolishing requires electrolyte flow-through; vibratory finishing requires media access. Dead-end cavities are incompatible with most automated chemical and abrasive finishing methods.
Specify surface finish requirements explicitly: Vague requirements such as “smooth” or “polished” create inconsistency across production runs. Specifying Ra values, applicable surface regions, and acceptable finishing methods on engineering drawings ensures repeatable results.
Final Thoughts
Surface finishing is an integral part of metal additive manufacturing — not an afterthought. The as-built surface of a metal 3D-printed part is rarely acceptable for functional end-use without some form of post-processing. However, by selecting the right finishing technique for the application, integrating finishing requirements into the design from the outset, and planning the finishing sequence alongside the build process, engineers can consistently achieve the surface quality needed for demanding industrial and regulated applications.
At Hyperlab3D, we work with clients from the earliest design phase to ensure that finishing strategy, build orientation, and tolerance requirements are aligned before the first layer is printed. If you are developing a metal AM part and need guidance on finishing options, contact our engineering team to discuss your application.
*Sources: Desktop Metal, “Finishing Options for Metal 3D Printed Parts”; Lussenburg et al., PLOS ONE, “Polishing of metal 3D printed parts with complex geometry” (2023); MDPI Metals, “Factors Affecting the Surface Roughness of As-Built Additively Manufactured Metal Parts” (September 2025); ScienceDirect, “Surface engineering of additively manufactured Ti-6Al-4V alloys” (2024); Li et al., Materials, “Low-Roughness-Surface Additive Manufacturing” (2021).*